

亨源 ・ 产品介绍
以工匠精神做产品 / 以生产管理做企业

 全国服务热线
全国服务热线

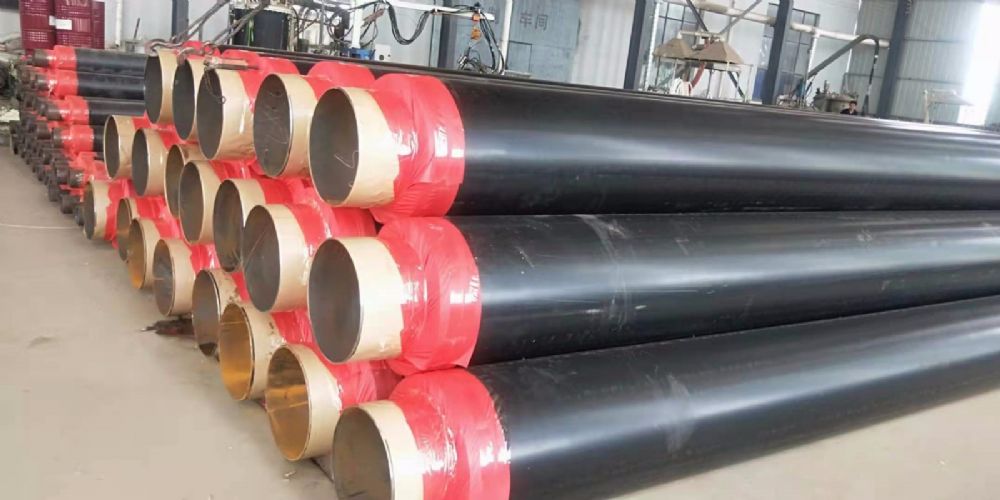
一步法保温钢管
> 保温钢管
热力工程
焊接连接
聚氨酯泡沫保温管生产工艺主要有三种:“一步法”、“管中管法”及“泡沫喷涂法”。 “一步法”主要用于管径小于DN500的钢管,该工艺随管径范围变化受限较大:管径越大,保温层一次成型的难度会剧增,伴随的偏心问题也会愈发严重。 “管中管法”适用于各种管径,并且保温层成型和偏心问题相较于“一步法”容易控
13111768345
聚氨酯泡沫保温管生产工艺主要有三种:“一步法”、“管中管法”及“泡沫喷涂法”。
“一步法”主要用于管径小于DN500的钢管,该工艺随管径范围变化受限较大:管径越大,保温层一次成型的难度会剧增,伴随的偏心问题也会愈发严重。
“管中管法”适用于各种管径,并且保温层成型和偏心问题相较于“一步法”容易控制。但是工艺较复杂,泡沫密度不均匀,空洞大,大管径外护管制作难度大。
“泡沫喷涂法”是一种新型工艺,采用泡沫喷涂设备直接将聚氨酯泡沫喷涂于钢管表面,避免了防腐层的偏心和成型问题,保温层厚度及密度一致,便于监测,主要适用于大管径管道。
“一步法”工艺介绍
“一步法”工艺是根据现有技术成熟的三层PE防腐生产线改造,可使聚氨酯保温层和聚乙烯外护管一次成形,关键工序为聚乙烯外护管挤出和保温层浇注。
聚乙烯外护管采用PE80级或者更高级别的原料,以高密度聚乙烯树脂为主料,加入一定量的抗氧剂、紫外线稳定剂、炭黑等助剂加工而成。
聚乙烯外护管挤出采用环形包覆模具,模具主要由内套、外套和熔体通道组成。熔融状态的聚乙烯输送进流道,通过内、外套之间的缝隙挤出形成管状聚乙烯外护层,外护层厚度通过挤出机的产量和钢管行进速度控制。环形模具各部位的厚度是通过调节螺栓移动内套的相对位置,达到内套与外套之间各部位的间隙均匀,从而保证聚乙烯外护套厚度一致。
聚氨酯保温层浇注
聚氨酯I、P组分在喷枪内混合后,由压缩空气吹入防腐管道与聚乙烯外护管之间的空腔内,会自然发泡。泡沫的厚度通过调节防腐管道行进速度及聚氨酯原材料投入量控制。
聚氨酯泡沫发泡时应控制反应温度,温度是聚氨酯发泡工艺中的重要参数。反应温度一般为20~30℃。温度过低时,发泡反应进行缓慢,泡沫
固化时间长;温度过高时,发泡反应过快,泡沫固化时间短。固化时间太短易堵喷枪,固化后的泡沫与防腐表面黏合不牢;固化时间太长,浇注在防腐层表面的不固化物料会发生流淌。
I、P组分的混合比例亦非常重要。异氰酸酯用量过多,随着发泡指数的增长,会提高泡沫的脆性,影响起泡速度与凝胶速度之间的平衡,增加聚
氨酯酥脆性能因素,使泡沫变脆、变硬、弹性降低。反之,聚氰酸酯用量过小,会引起聚合物链增长不足,或与水反应产生二氧化碳量不足,直接影响泡沫机械强度与密度等,尺寸稳定性变差。
“一步法”主要用于管径小于DN500的钢管,该工艺随管径范围变化受限较大:管径越大,保温层一次成型的难度会剧增,伴随的偏心问题也会愈发严重。
“管中管法”适用于各种管径,并且保温层成型和偏心问题相较于“一步法”容易控制。但是工艺较复杂,泡沫密度不均匀,空洞大,大管径外护管制作难度大。
“泡沫喷涂法”是一种新型工艺,采用泡沫喷涂设备直接将聚氨酯泡沫喷涂于钢管表面,避免了防腐层的偏心和成型问题,保温层厚度及密度一致,便于监测,主要适用于大管径管道。
“一步法”工艺介绍
“一步法”工艺是根据现有技术成熟的三层PE防腐生产线改造,可使聚氨酯保温层和聚乙烯外护管一次成形,关键工序为聚乙烯外护管挤出和保温层浇注。
“一步法”采用V型辊轮传动,钢管依次经过表面预处理、中频加热、环氧喷涂、聚乙烯包覆挤出、聚氨酯保温层浇注、电晕极化处理和管端处理等工序。V型辊轮传动与传统滚轮传动不同,钢管随辊轮做直线运动,不做自身旋转运动。
聚乙烯外护管采用PE80级或者更高级别的原料,以高密度聚乙烯树脂为主料,加入一定量的抗氧剂、紫外线稳定剂、炭黑等助剂加工而成。
聚乙烯外护管挤出采用环形包覆模具,模具主要由内套、外套和熔体通道组成。熔融状态的聚乙烯输送进流道,通过内、外套之间的缝隙挤出形成管状聚乙烯外护层,外护层厚度通过挤出机的产量和钢管行进速度控制。环形模具各部位的厚度是通过调节螺栓移动内套的相对位置,达到内套与外套之间各部位的间隙均匀,从而保证聚乙烯外护套厚度一致。
聚氨酯保温层浇注
聚氨酯I、P组分在喷枪内混合后,由压缩空气吹入防腐管道与聚乙烯外护管之间的空腔内,会自然发泡。泡沫的厚度通过调节防腐管道行进速度及聚氨酯原材料投入量控制。
聚氨酯泡沫发泡时应控制反应温度,温度是聚氨酯发泡工艺中的重要参数。反应温度一般为20~30℃。温度过低时,发泡反应进行缓慢,泡沫
固化时间长;温度过高时,发泡反应过快,泡沫固化时间短。固化时间太短易堵喷枪,固化后的泡沫与防腐表面黏合不牢;固化时间太长,浇注在防腐层表面的不固化物料会发生流淌。
I、P组分的混合比例亦非常重要。异氰酸酯用量过多,随着发泡指数的增长,会提高泡沫的脆性,影响起泡速度与凝胶速度之间的平衡,增加聚
氨酯酥脆性能因素,使泡沫变脆、变硬、弹性降低。反之,聚氰酸酯用量过小,会引起聚合物链增长不足,或与水反应产生二氧化碳量不足,直接影响泡沫机械强度与密度等,尺寸稳定性变差。




 网站首页
网站首页 关于我们
关于我们 新闻资讯
新闻资讯 产品中心
产品中心 工程案例
工程案例 联系我们
联系我们 网站地图
网站地图 xml地图
xml地图
 联系人:李云
联系人:李云 电话:13111768345
电话:13111768345 邮箱:742457581@qq.com
邮箱:742457581@qq.com 地址:河北省沧州盐山县正港工业园区
地址:河北省沧州盐山县正港工业园区 冀公网安备 13092502001761号
冀公网安备 13092502001761号