630双面防腐螺旋钢管生产过程如下
1. 钢带准备:
选用高质量的钢带,对其进行检验和预处理,去除表面的氧化皮、油污等杂质,确保钢带表面清洁。
2. 成型:
通过成型机将钢带逐渐卷曲成螺旋形状,形成钢管的基本轮廓。
3. 焊接:
采用埋弧焊等焊接方法,对螺旋形钢带的边缘进行焊接,使钢带连接成连续的钢管。
焊接过程中严格控制焊接参数,如电流、电压、焊接速度等,以确保焊缝质量。
4. 焊缝处理:
对焊缝进行打磨、修整,去除焊缝的余高和缺陷,使焊缝表面平整。
5. 内防腐处理:
常见的内防腐方法有涂塑、内衬水泥砂浆、环氧涂层等。
例如涂塑时,先对钢管内表面进行预处理,然后通过静电喷涂或流化床浸涂等方式,将防腐材料均匀地涂覆在钢管内表面。
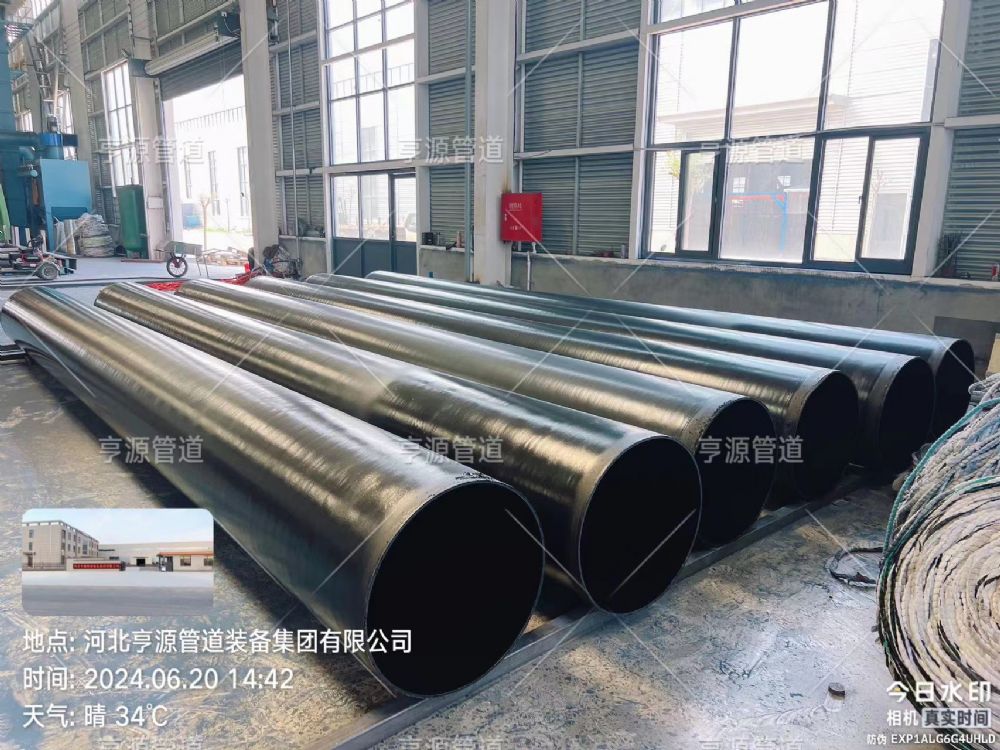
6. 外防腐处理:
外防腐方式包括聚乙烯防腐层(3PE 防腐)、环氧煤沥青防腐、熔结环氧粉末(FBE)防腐等。
以 3PE 防腐为例,先对钢管外表面进行预热,然后依次涂敷底层胶粘剂、中间层聚乙烯和外层聚乙烯,形成三层结构的防腐层。
7. 质量检测:
对防腐后的钢管进行外观检查,查看防腐层是否均匀、有无漏涂、气泡等缺陷。
进行物理性能检测,如厚度测量、附着力测试、阴极剥离试验等,以确保防腐层的质量符合标准。
8. 成品检验和包装:
对钢管的尺寸、几何形状、力学性能等进行最终检验。
检验合格后,对钢管进行包装,以保护钢管在运输和储存过程中不受损伤。
例如,在某钢管生产厂,对于 630 双面防腐螺旋钢管的生产,会在焊接环节采用先进的自动跟踪焊接系统,确保焊缝的稳定性和一致性;在防腐处理时,严格控制环境温度和湿度,以保证防腐材料的固化效果。


 网站首页
网站首页 关于我们
关于我们 新闻资讯
新闻资讯 产品中心
产品中心 工程案例
工程案例 联系我们
联系我们 网站地图
网站地图 xml地图
xml地图
 联系人:李云
联系人:李云 电话:13111768345
电话:13111768345 邮箱:742457581@qq.com
邮箱:742457581@qq.com 地址:河北省沧州盐山县正港工业园区
地址:河北省沧州盐山县正港工业园区 冀公网安备 13092502001761号
冀公网安备 13092502001761号